 Aktuální číslo odborného magazínu Logistika
Aktuální číslo odborného magazínu Logistika

 Radek Novotný
Radek NovotnýSpolečnost Automotive Lighting má kolem Jihlavy několik výrobně-logistických provozů. V průmyslové zóně Pávov montuje přední světlomety, v nedaleké Stříteži pro ně vyrábí LED moduly. Vedle má pak pronajatou ještě další budovu, kde se vyrábí velké množství komponent v malých objemech - jako náhradní díly.
V Česku výrobce světlometů zaměstnává okolo 2200 lidí. "Měli bychom ale dále hodně růst," říká Miroslav Vacovský, logistický inženýr Automotive Lighting. Když tu začal před dvěma lety závod na výrobu LED modulů vznikat, měl na starosti naplánování layoutu a vytvoření logistického konceptu. Hala tu už stála, původně ale sloužila k jiným účelům.
"Příprava projektu z pohledu logistiky byla poměrně dlouhá, něco mezi půlrokem a rokem. Oproti stávajícímu konceptu v hlavním závodě v Pávově je tu logistika úplně jiná. Tam máme výškové sklady, obsluhují se pomocí retraků, které řídí lidé, a rozvoz na linky zajišťují logistické vláčky. Tady bylo nutné použít automatizaci," vzpomíná Miroslav Vacovský. Automatizované řešení nabízela také většina dodavatelů logistického vybavení.
STOVKY KOMPONENT
Na celém projektu se podílejí tři firmy. Vedle zákazníka - Automotive Lighting - to je logistická firma Jipocar, která zajišťuje skladové operace. Dodavatelem hardwarového i softwarového vybavení se nakonec stala společnost SSI Schaefer. Ta pak do projektu zapojila svůj tým z několika zemí.
"Projekt je zajímavý proto, že pokud jsou mé informace správné, v České republice zatím takový není. Jedná se o just-in-time a just-in-sequence dodávky přímo do výrobních prostor k výrobním linkám, které jsou zabezpečeny plně automatickým skladovacím systémem," říká Jan Rindt z SSI Schaefer.
Zatímco před lety se celé světlomety skládaly z desítek komponent, v současnosti jsou to až stovky. Tento trend spolu s tím, že dále rostou nároky na rychlost výroby a její efektivitu, obecně ztěžuje práci logistiků v automobilovém průmyslu. "Při změnách výroby tak dochází k velkému nepoměru. Musíme neustále řešit, jestli něco zautomatizujeme, nebo zvýšíme frekvenci návozů apod. Je to trochu boj," říká Miroslav Vacovský.
LOGISTIKA I DEVELOPMENT
Mezi hlavní cíle projektu patřil požadavek, aby skladovací zařízení zabíralo co nejmenší plochu, čímž by se ušetřilo na pronájmu prostoru. Dále aby dodávky dílů dojížděly pokud možno až k operátorům výrobních linek, aby se efektivně využila jejich pracovní doba. Součástí projektu byla i přeprava prázdných obalů a přesun hotových výrobků na expedici. Základem projektu byla ale vysoká rychlost a spolehlivost celého systému.
Zatímco výrobní část zajišťují zaměstnanci Automotive Lighting, logistiku má na starosti jako dodavatel služeb jihlavská firma Jipocar. Ta zároveň vlastní celý průmyslový park, ve kterém si Automotive Lighting pronajímá dvě haly.
"Když jsem před lety viděl automatizované sklady, říkal jsem si, že do Česka to v dohledné době nepřijde. Nyní jsme pro našeho zákazníka pořídili za více než 100 milionů korun automatizovaný sklad a myslím si, že to má svůj smysl," říká Jiří Vybíhal, ředitel společnosti Jipocar. Ta byla totiž prvotním investorem.
DALŠÍ VARIANTY PROJEKTU
Firmy zvažovaly i jiná řešení než plnou automatiku. Manuální varianta se zavrhla už na začátku, zejména kvůli nárokům na prostor. Vážně se ale uvažovalo o poloautomatické variantě. V takovém případě by byla potřeba plocha 1800 metrů čtverečních a jenom vychystávání by zajišťovalo 16 lidí na směnu. Pro automatickou variantu je třeba při stejném výkonu a kapacitě plocha pouze nepatrně menší. "Razantní pokles ale nastal u počtu lidí potřebných pro obsluhu systému. V plně automatickém systému pouze tři lidé materiál přijímají, operátoři pro vyskladnění nejsou žádní," uvádí Jan Rindt.
Když se započítala veškerá logistická obsluha, včetně například expedice nebo technika, který na zařízení dohlíží, poměr počtu lidí obsluhujících poloautomatický a automatický sklad byl 30 : 7 na jednu směnu. Přičemž provoz je zde třísměnný, což rozdíl násobí.
Do kalkulace byly potřeba ještě zahrnout vyšší náklady na obsluhu plně automatizovaného systému. Při započtení všech těchto hlavních faktorů by měla firma nyní ušetřit vzhledem k poloautomatické variantě zhruba 500 tisíc eur ročně. "Návratnost se pohybuje, ve srovnání s poloautomatickou verzí, kterou máme v nedalekém hlavním závodě, mezi 2,5 a 3 roky. Záleží, co všechno se do investice zahrne," vysvětluje Miroslav Vacovský.
TŘI ETAPY
Celý projekt byl rozdělen do tří etap, ve finále tu má být skladovací zařízení pro uložení 56 tisíc přepravek s díly. V první etapě nainstaloval dodavatel tři uličky skladovacího systému, pak další dvě a letos přibudou ještě poslední dvě. Příjmová zóna byla ale zrealizována hned na začátku v rozsahu všech tří etap, aby se během jednotlivých fází tato oblast už nemusela narušovat další stavbou, a tudíž aby nedocházelo k přerušení provozu. Další rozšíření automatizovaného zařízení tak probíhá za plného provozu.
Automotive Lighting využívá jako podnikový systém SAP. Ten je propojen se softwarem na řízení logistiky Wamas, který dodala stejně jako skladovací zařízení firma SSI Schaefer. "Tento systém neustále komunikuje se SAP. Vyměňují si informace už od příjmu, kdy pracovník načte informace na čárových kódech, jako je dodavatel, hmotnost, materiál nebo šarže, a spáruje je s čárovým kódem přepravky. Wamas pak sleduje už jen číslo přepravky. Na příjmu přidělí přepravce místo k zaskladnění, to pak pošle do SAP. Když výroba pošle požadavek na materiál, Wamas to provede a pošle zase informaci do podnikového systému. Je to neustále propojené," vysvětluje Miroslav Vacovský.
PŘEPRAVKY
Prostory v zakladačovém skladu jsou unifikované pro přepravky tří rozměrů. Aby se materiál nemusel přebalovat, většina dodavatelů jej vozí už v boxech s těmito určenými parametry. Výjimkou je materiál ze zámoří, který se přepravuje v kartonech. Ten tvoří něco přes 10 procent dodaného zboží. Další výjimka může vzniknout v situaci, kdy se výrobce potřebuje, například kvůli údržbě strojů, předzásobit materiálem, ale dodavatel nemá dostatek standardizovaných obalů.
V takovém případě dopraví komponenty v jiném obalu, ze kterého se musejí následně před zaskladněním přebalit do unifikovaných přepravek. Ty musejí mít vyztužené dno, aby se neprohýbaly, což by automatický systém mohl vyhodnotit jako chybu. Pokud přepravky nemají pevné dno nebo jsou menší, vkládají se pod ně dva typy podnosů, tzv. tablárů, které odpovídají rozměrům standardizovaných přepravek.
Všechny přepravky vstupující do výroby musejí také být vyrobené z ESD materiálu, který chrání komponenty před elektrostatickým výbojem. "ESD materiál má zvýšenou vodivost, aby se elektrostatický náboj odvedl pryč a nedošlo k poškození obsahu," popisuje Miroslav Vacovský.
Antistatická opatření jsou všudypřítomným prvkem zejména ve výrobě. Elektrostatický výboj, který může vzniknout v těle pracovníka, by totiž mohl po kontaktu s výrobkem zničit integrované obvody nebo jiné důležité součástky. Návštěvy tu proto nosí na nohách sáčky s provázkem za ponožkou, které odvádějí případný elektrický náboj z jejich těla do podlahy. Pracovníci pak mají speciálně upravené boty.
PŘÍJEM A PŘESUN DO SKLADU
Layout průtoku materiálu a hotových výrobků má tvar písmene "U" a je prakticky celý propojený pomocí dopravníků. Na jeho začátku je příjem materiálu, následně sklad se zakladači, dále směřují dopravníky do výroby, odkud vycházejí prázdné obaly a hotové výrobky na expedici.
Dodavatelů do tohoto závodu je kolem 50. Na začátku logistického procesu se materiál vyndá z vozů a pracovník určí, jestli se musí přebalit nebo může rovnou na příjem. Příjmová pracoviště jsou tři. Ty tedy přebírají materiál už ve standardizovaných přepravkách, který po načtení a spárování s čárovým kódem přepravky posílají do automatického zakladačového skladu.
Cestou ale procházejí ještě kontrolou, kdy zařízení měří váhu a rozměry boxu a zároveň kontroluje, jestli z přepravek něco nepřesahuje. "Kdyby například plandala etiketa, při zaskladnění by se mohla uvolnit, protože zakladač jede rychlostí 6 m/s," říká Miroslav Vacovský. Pokud něco nesedí, přepravka nezajede do skladu, ale na vedlejší pracoviště, kde se musí problém odstranit. "Pokud by se etiketa nebo víko přesto při zaskladňování uvolnily, zakladač to automaticky zastaví, aby nedošlo k nějaké kolizi," doplňuje Vacovský.
Všechny procesy lze sledovat i virtuálně. Speciálně vyškolený technik, který dohlíží každou směnu na automatický systém, má na obrazovce k dispozici jak schéma logistické části, tak té výrobní. Na obrazovce tak sleduje, ve které části dopravníku se přepravky třeba dostaly do "zácpy" a domlouvá se s ostatním personálem na řešení. Nebo řeší situace, kdy se ve skladové části zasekne přepravka, či WMS oznámí jiné chybové hlášení. Pak se rozsvítí nad konkrétní uličkou červené světlo. I to se ale zobrazí také na kontrolní obrazovce.
SKLAD SE ZAKLADAČI
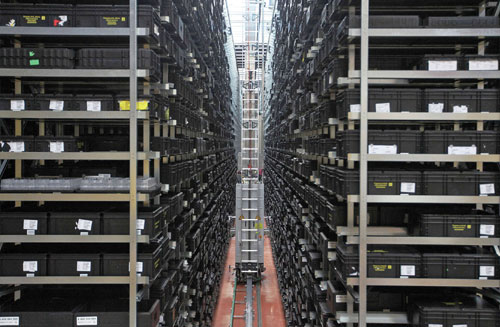
Použitý výškový sklad, tzv. AKL (Automatische Kleinteilelager), využívá světlou výšku haly 10,5 metru. Nyní je tu pět uliček s pěti automatickými zakladači, letos by se měly přidat další dvě uličky se dvěma zakladači. Materiál stejné položky a šarže se neukládá na jedno místo, ale rovnoměrně se rozděluje do jednotlivých uliček. "Je to jen stroj a může dojít k jeho poruše. Tím se eliminuje riziko, že bychom museli zastavit výrobní linku," říká Miroslav Vacovský.
Vysoké zakladače, které zaskladňují a vyskladňují materiál do a z regálů, řídí skladový software, jenž zároveň hlídá obrátkovost jednotlivých položek. Vysokoobrátkové díly pak v noci nebo výjimečně i přes den podle nastaveného algoritmu přeskladní blíž k dopravníkové lince (která vede pouze kolem přední části skladu), aby zakladače nemusely zbytečně zajíždět do vzdálených částí výškového skladu. Vedle toho také přesouvá blíž k sobě komponenty, které se často vyskladňují pohromadě.
Při pohledu z profilu je pak hustota zaskladnění zřetelně patrná. V období, kdy probíhala tato reportáž, byl sklad využitý přibližně z poloviny. Přepravky byly založené v předních částech uliček od shora až dolů, při pohledu do zadních částí postupně shora ubývaly, poslední sloupce byly prakticky prázdné. S nárůstem naplánované výroby se ale sklad znovu začne plnit. Právě proto se bude letos opět rozšiřovat. V rámci této poslední plánované fáze tu budou pracovníci dodavatele zavádět i jednu větší softwarovou úpravu - odstavení přepravek po osmi cyklech na odkládací pozici, odkud půjdou na "očistnou kúru".
V současnosti má sklad dosah zásob 6,6 dne. "Číslo ale chceme snížit. Když se projekt startuje, nikdy nedocílíte optimálních čísel. Jak se zvedají výrobní objemy, jste schopný dosah stlačovat. Během roku bychom chtěli jít na 4,6 dne a pak se uvidí, kam až půjdeme, abychom na druhou stranu nešli do rizika zastavení linek," plánuje Miroslav Vacovský.
UZAVŘENÁ VÝROBNA
V závodě se nemontují celé světlomety, ale pouze jejich části. Na jeden LED modul, který se tu vyrábí, je potřeba kolem 20 komponent. Každý světlomet má přitom několik druhů osvětlení, takže i několik těchto modulů.
Materiál se do výroby objednává na principu elektronického kanbanu. Především kvůli správnému letování spojů a udržení čistého vnitřku modulu musí být hlavní výrobní prostor hermeticky uzavřen. Je to v podstatě hala v hale. Přepravky, které tam vstupují po dopravníku, procházejí fénem, který z nich odstraní prach. Vzduch, který je hnán do výrobních prostor, pak prochází přes speciální filtry. Otvory pro dopravníky se do výroby žádný vzduch nedostane, protože je v ní lehký přetlak. "Míra čistoty je tu pouze o stupeň horší než na operačním sále," říká Jan Rindt.
Pokud by dodávky proudily do výroby "manuálně" ve vláčcích s tahačem, musely by procházet přes dvoje vrata. Vzduch, který by se dostal mezi ně, by se musel před vpuštěním soupravy do výroby přefiltrovat. Obsluha by pak musela dodávky materiálu rozvést na jednotlivé výrobní stanice. Těch je tu nyní 12. Vzhledem k tomu, že dnes směřuje ze skladu do výroby i z ní na expedici necelých 1000 přepravek za hodinu, takový systém by byl náročný na manipulaci, a tím pádem by byl i nákladný. To byl také jeden z důvodů, proč se firma nakonec rozhodla pro automatizovaný systém dodávek.
DVĚ PATRA DOPRAVNÍKŮ
V současnosti se tu vyrobí denně kolem 16 tisíc modulů, tedy konečných produktů určených k expedici do nedalekého závodu Automotive Lighting nebo do zahraničí, příští rok by to mělo být až 21 tisíc.
Ve výrobní části jsou dopravníky dvoupatrové. Po spodní části přijíždí materiál ze skladu. Jakmile se spotřebuje, operátor prázdnou přepravku umístí na vrchní část dopravníku. Když skener na pásu přečte její čárový kód, systém sám zjistí, jaký typ materiálu v přepravce byl, a na základě elektronického kanbanu se automaticky generuje objednávka pro stejné díly ke stejné lince. Pracovník ve výrobě se tedy už nemusí o nic starat a do tří minut mu přijde další materiál.
Na poslední stanoviště logistického okruhu - expedici - přicházejí vedle hotových výrobků i prázdné obaly. Jsou tu tři dvojdestinace rozdělené podle typu přepravek. Pokud je jedno pracoviště zaplněné, boxy se přesměrují na jiné. Přepravky s hotovými výrobky se ukládají do nízkého policového skladu, kde čekají na odvoz. Produkty určené pro zámořské továrny se balí do kartonů, ostatní do přepravek ze zvláštního extrudovaného polystyrenu, styroporu.
Ze závodu ve Stříteži směřuje zhruba polovina hotových produktů do továren Automotive Lighting po celém světě, především do USA a Číny. Druhá polovina pak jezdí každou hodinu kamionem do sousední montovny firmy na druhé straně dálnice D1. Z průmyslové zóny Pávov pak směřují hotové výrobky rovnou k zákazníkům. Mezi ně patří například BMW, Honda, Kia, Mercedes, Opel, Renault, Škoda nebo VW.
SCHVALOVACÍ PROCES
Vedení firmy nebylo na začátku v otázce logistického systému a vybavení úplně jednotné. Než si vybralo finální projekt, projížděli zástupci Automotive Lighting s vybraným dodavatelem vybavení několik obdobných provozů po celé Evropě.
"Jednalo se o poměrně velkou investici. Nakonec management přece jen vybral tuto plně automatizovanou variantu, která je sice nákladná, má ale velice rychlou návratnost. Asi po roce provozu se ale management plně sjednotil a dnes už si neumíme představit jinou cestu, protože množství pohybů je obrovské, navíc jdou objemy výroby nahoru. Projekt byl rozdělen do tří fází, abychom neinvestovali velký balík peněz, a navíc aby bylo zařízení využívané efektivně," říká Miroslav Vacovský.
Firma nyní přijímá další zakázky. Aby je zvládala i nadále, vedení se rozhodlo ke změně dispozic uvnitř haly. Vedle další fáze rozšíření automatického skladu tu tak letos dojde i k přesunu části montáže, která se kvůli nárůstu zakázek už nevejde do uzavřeného prostoru pod přísnější hygienickou kontrolou. A protože to není nutné, přemístí se na druhou stranu haly. Kvůli jinému napojení předmontáže na montáž tak bude firma přikupovat další dopravníky. Nabídka už existuje, pokud dojde k dohodě, koncem roku by mělo být vše hotovo.
Automotive Lighting také v Česku plánuje zřízení centra pro vývoj světlometů. V budoucnu by tu tak mělo vzniknout jedno z největších výzkumných středisek skupiny Magneti Marelli.
CO SE NEPOVEDLO
Logistický systém ve střítežské pobočce Automotive Lighting zatím funguje bez větších problémů. Jedna věc se ale už na začátku nepodařila. "Je to implementace RFID," říká Jan Rindt. "Klient původně chtěl identifikaci pomocí této technologie, nikoliv pomocí čárových kódů. Dlouho jsme to testovali, ale nedospěli jsme k přesvědčivému výsledku. Důvod byl jeden jediný. Používají se tu výhradně antistatické bedny, protože materiál je z části elektronika. A toto provedení obalů 'požíralo' signál ze čteček. Pokud jsme na čtečkách RFID tagů nastavili vyšší výkon, načítalo to zase dvě přepravky současně. Proto jsme se vrátili ke konvenčním a osvědčeným čárovým kódům."
AUTOMOTIVE LIGHTING V ČR
Svoje první světlomety společnost vyrobila na podzim roku 1997 ještě jako Bosch. Jako Automotive Lighting ale v České republice existuje až od 1. května 1999, kdy vznikla jako joint venture německé firmy Robert Bosch a italské společnosti Magneti Marelli. Od roku 2003 je jediným vlastníkem Automotive Lighting společnost Magneti Marelli z koncernu Fiat. Mezi zákazníky výrobce patří přední světové automobilky jako BMW, Honda, Kia, Mercedes, Mitsubishi, Nissan, Opel, Renault, Peugeot, Škoda nebo VW.
V roce 2000 se výrobce světlometů přestěhoval do nových prostor v jihlavské průmyslové zóně Pávov. Původní rozloha této továrny byla 31 tis. metrů čtverečních. Následně se ještě dvakrát rozšířila, současná rozloha budovy je cca 40 tisíc metrů čtverečních. V roce 2005 se odtud výroba náhradních dílů přestěhovala do závodu v nedaleké Stříteži, kde před dvěma lety firma začala připravovat i továrnu na výrobu LED modulů.
Skupina Automotive Lighting má 24 závodů v osmi evropských, čtyřech asijských a třech amerických státech. Obrat skupiny, která zaměstnává necelých 16 tisíc lidí, z toho přes tisícovku ve vývoji, je více než dvě miliardy eur.
ČÍSLA
1000 pohybů (přepravek) za hodinu do výroby a další tisíc z výroby
16 000 modulů se tu nyní denně vyrobí a pošle na expedici
21 000 modulů denně se plánuje pro letošní rok
56 000 přepravek bude finální kapacita skladu dílů
5 skladových uliček a zakladačů je tu nyní, přibydou ještě dvě
1700 m2 je plocha samotného automatizovaného skladu
6 m/s je rychlost zakladače
6,6 dne je nyní dosah zásob
50 dodavatelů přiváží do závodu díly
2,5-3 roky je návratnost automatiky vůči poloautomatice

Vlastníkem Automotive Lighting je společnost Magneti Marelli z koncernu Fiat.
Zakladače se pohybují rychlostí 6 m/s.

Sklad má nyní pět uliček s pěti automatickými zakladači, letos by se měly přidat další dvě uličky se dvěma zakladači.

Oproti konceptu v hlavním závodě v Pávově je tu logistika úplně jiná. Bylo nutné použít automatizaci, říká Miroslav Vacovský.

Všechny procesy lze sledovat i virtuálně. Speciálně vyškolený technik na automatický systém neustále dohlíží. Pokud se objeví problém, domlouvá s ostatními pracovníky řešení, nebo sám reaguje.

Ze skladu do výroby směřuje dnes necelých 1000 přepravek za hodinu a další tisícovka z výroby na expedici.

Všechny přepravky vstupující do výroby musejí být vyrobené z ESD materiálu, který chrání komponenty před elektrostatickým výbojem.

Ve výrobní části jsou dopravníky dvoupatrové. Po spodní části přijíždí materiál ze skladu, po vrchní odjíždějí hotové výrobky i prázdné obaly na expedici.
FOTO: MATEJ SLÁVIK
 Logistika č. 1/2024
Logistika č. 1/2024




